


INTRODUCTION
Most structures have concrete as their
principal materials, used in one of the following forms:
- reinforced concrete

- prestressed concrete

- mass concrete

_______________________________________________________________________

What is concrete?
This following video shows us "WHAT IS CONCRETE" ENJOY~
Basic desired properties of concrete
(a) good workability when the concrete is fresh (newly mixed); i.e, the concrete can be transported from the mixer, handled, placed in the moulds (or formwork) with cover of oilly surface and compacted satisfactorily;
(b) high strength and hardness;
(c) adequate durability.
Mix proportions of concrete
The proportions of the constituent materials, by volume, in freshly mixed concrete:
(a) 6 -16% cement
(b) 12-20% water
(c) 20-30% fine aggregate
(d) 40-55% coarse aggregate
The properties of concrete are affected by the amounts of the constituents, i.e. the mix proportions. Measuring exact volumes of the materials is difficult. Therefore the mix proportions are usually expressed as the weight of each material required in a unit volume of the concrete production., usually in kg/m3.
The mix proportion by weight are:
Cement 150-600kg/m3
Water 110-250kg/m3
Aggregates(coarse+fine) 1600-2000kg/m3
The water/cement ratio is an important factor influencing many of the concrete properties.

_______________________________________________________________________
CEMENT
Production of cement (Portland cement)
Portland cement usually refers to the Ordinary Portland cement(OPC) is the most common type of cement being used. The important ingredients in the manufacture of
cement are calcium oxide (CaO) and
silicon dioxide (SiO2 ) or silica. Calcium oxide occurs
naturally in various form of calcareous calcium carbonate (CaCO3),
eg. chalk and limestone, while silica is found in argillaceous clay or shale..
As huge quantities of these materials are required in the manufacture of
cement, cement plants are normally sited close to a suitable source of one or
both of these. The OPC is the cheapest cement among all, hence it have been widely use to reduce the cost.
The raw materials all contain some other
components, and in particular clays contain oxides of aluminum, iron,
magnesium, sodium and potassium. Aluminum and iron oxides have a significant
effect on the manufacture and composition of the resulting cement.
The
production process
Chalk & clay reduced to particle sizes ≤ 75 µm
│
Mixed in the required proportion
│
Mixture either mixed with water to
form a slurry or dried as powder
│
WET PROCESS DRY
PROCESS
┌──────────────────────┐
Slurry fed into higher Dried powder preheated
end of inclined rotary kiln and some calcining
│
in heat exchangers
│ │
Heated as it passes down the Mixture fed into higher
kiln under combined action
of end of inclined
rotary kiln
rotation and gravity
│
│
Mixture under increasing
Mixture under increasing temperature temperature undergoes
as it passes down the kiln undergoes 2 chemical changes
4 physical & chemical
changes │
│
1. Calcining
1. Drying │
│ 2. Clinkering
2. Preheating
│
3. Calcining
│
4.
Clinkering (or burning) (see Fig 13.1)
 |
| FIG 13.1 |
Calcining – base materials are
heated to form oxides;
CaO
(lime) = C
SiO2 (silica) = S
Al2O3 (alumina) = A
Fe2O3 (iron oxide) = F
Clinkering – oxides at high
temperatures combine to form compounds mainly
calcium
silicates, calcium aluminates and calcium aluminoferrites
The final products of the above processes, in
the form of clinkers, are chiefly the calcium silicates and aluminates and smaller
amounts of other compounds;
Tricalcium
silicate = C3S
Dicalcium
silicate = C2S
Tricalcium
aluminate = C3A
Tetracalcium
aluminoferrite = C4AF
Each grain of cement consists of a mixture of
the above compounds.
After cooling a small amount of gypsum (calcium
sulfate dehydrate, CaSO4.2H2O) is added to the clinker
before the mixture is ground to a fine powder. The purpose of gypsum is to
retard the curing process so as to prevent immediate stiffening of the cement
paste during hydration.
The composition of the clinker determines the
types of Portland cement.. The principal compounds (derived from their oxides)
are C3S and C2S and these together normally amount to ¾
of the content of the cement (see Table 13.1).

Cement
A – ordinary Portland cement
Cement
B - early strength cement
Cement
C – low heat cement
Cement
D – sulphate resisting cement
Hydration
What is hydration?
- the chemical combination of cement and water
Initial period
after mixing
|
Between 2 – 4 hrs after mixing
|
Between 3-10
hrs after mixing
|
Between 7-28
days after mixing
|
28 days till
many months
|
fluidity of cement
and water paste constant
|
initial set – paste starts to stiffen
but no strength
|
final set – paste starts to harden and
gain strength
|
rate of strength gain rapid
|
hardened cement continues to gain strength
but at a slower rate
|
See Fig 13.3

Heat is given off during the setting and early
hardening of cement paste (concrete).
Fig 13.2 shows a typical graph on the heat
given off during hydration of cement. Immediately after mixing, there is a high
but short peak (A) of heat released, lasting only a few minutes. This quickly
declines to a low constant for the dormant period when the cement is relatively
inactive; this may last for up to 2 or 3 hours. The rate of heat released start
to increase rapidly at a time
corresponding to the initial set. This reaches a peak (B) sometime after the
final set. The reactions then gradually slow down, with sometimes a short spurt
of heat release after 1 or 2 days giving a narrow peak (C).

The behavior of the aluminates and silicates is
particularly important in the early stages of hydration;
1) C3A
reacts violently with water, resulting in immediate stiffening of the paste and
giving off great amounts of heat. That
is why gypsum is added to slow down the reaction.
C3A gives the cement (concrete) the
early initial strength.
2)
Between C3S and C2S, the former is the faster to
react giving high early strength to the cement (concrete).
3) C2S
reacts much more slowly and it contributes importantly to the long-term
strength of hardened cement.
As C3S and C2S form the
bulk of the unhydrated cement, their hydration products give the hardened cement most of its significant engineering
properties such as strength and stiffness. See Fig13.4.

Water/cement ratio
Water/cement ratio is the ratio of the weight of the water to the weight of the cement. Lower water ratio lead to the increase of strength and durability of the concrete.
Modifications of Portland cement.
The rate of heat output and timescales of
setting and strength gain of cement govern some of the critical operations in
concrete practice;
-
the transport of fresh concrete
-
the placing of fresh concrete
-
the removal of formwork
Different types of Portland cement are produced
to meet the above requirements
Types of Portland Cement
Ordinary Portland Cement
This is the most widely used in construction site as it is cheaper.
Rapid-hardening Portland Cement
Rapid-hardening properties can be achieved by;
1. Having higher C3S and lower C2S
content in the cement.
By
having higher C3S which develops earlier strength compared to C2S(as
shown in
Fig 1.4), the cement paste (concrete) gain
strength more rapidly than ordinary Portland cement.
2. Grinding the cement clinkers to finer
particles.
 |
| FIG 1.4 |
Being more finely ground, rapid-hardening
cement has greater surface area for hydration , thus it develops strength
more rapidly.
In cold weather, the high rate of heat output helps to prevent damage by frosts. However, the higher rate of heat output in the early stages of hydration will increase the risk of thermal cracking in large pours.
Ultra-high early strength Portland cement
In this cement, the cement clinkers are ground
to extremely fine particles. Concrete made with this cement achieves the 3-day
strength of rapid-hardening cement in 16 hours and its 7-day strength in 24
hours. Even higher early strength can be achieved by steam curing.
Low-heat Portland cement
This cement is required for thick concrete
work, where the heat generated by ordinary cements will be excessive and lead
to serious cracking. It is manufactured by either;
1. Less finer grinding of cement clinkers, or
2. Lower C3S and higher C2S
content in cement.
Sulphate resisting Portland cement
This cement is used where there is presence of
sulphates (sulfates) from external sources, such as in industrial wastes,
sulphate bearing soils and in sewage wastes.
Sulpahtes react chemically with the hydration
products of calcium aluminates, causing cracking and loss of strength in the
hcp. The solution is to reduce tricalcium aluminate (C3A) in the
cement during manufacture (not exceeding 3.5%).
White Portland cement
The gray color of Portland cement is due to
ferrite (C4AF) in the limestone or clay. White cement is made from non- ferrite
containing material – white china clay. White cement is more expensive than
normal Portland
This is made by adding about 30-35% by weight
blast furnace slag to ordinary Portland cement (opc) clinker before grinding.
The rate of hardening of this cement in the first 28 days and the heat evolved
is less, so the cement is not suitable for use at low curing temperatures.
However, the strength of mature concrete is the
same with concrete made from opc. It has good resistance to dilute acids and
sulphates and can be used for construction in sea water.
Pozzolanic cement
This cement is made from pulverized fuel ash
and opc. Pozzolanic cement is a low-heat cement – initially slower in hardening
but attains strength equal to that of opc after 3 months. Good resistance to
sea water and sulphates (sulfates).
Other types of cement (non Portland cement)
High alumina cement
Bauxite and limestone are fused in
reverberatory furnaces. These are cooled and the extremely hard product is
broken and ground to cement.
High alumina cement is grey-black (different
from Portland cement). This cement is resistant to sugar, oils, fertilizers,
beer, acids and sulphates, making it suitable to be used in places where such
materials are present. However its resistant to caustic alkalis (sodium and potassium
hydroxides) is low.
Supersulphated cement
It is made by grinding together 85-90 % of
blast furnace slag, 10-15% sulphate and 1-5% Portland cement clinker.
Resistance to acids is high and unlike high
alumina cement it is also resistant to caustic alkalis. It is a low-heat cement
suitable for mass (thick) concrete and for work in hot climates. As it is
low-heat, early strength development is slow, particularly in cold weather, but
at later ages strengths are at least equal to those of Portland cement mixes.
Admixtures for Portland cement.
Admixtures - chemicals that are added to the concrete before or during
mixing. They significantly change its
fresh, early age or hardened state of the concrete. The popularity in their use
has increased considerably in recent years.
There are 5 distinct types of admixtures;
-
plasticizers
-
superplasticisers
-
accelerators
-
retarders
-
air entraining agents
Plasticizers
These are workability aids which increase the
fluidity (or workability) of a concrete (cement) paste. Plasticizers are polymers, which are absorbed onto the surface
of cement grains with an ionic group pointing outwards. The negatively charged surfaces cause the
mutual repulsion of the cement particles, thereby dispersing the particles and
releasing entrapped water to give greater fluidity (see Fig 14.1).

Plasticizers are also known as water-reducers,
since they can produce a concrete (or hcp) with the same workability at lower water/cement
ratio. The lower water/cement ratio increases the strength of the concrete with
the same cement amount.
Undesirable secondary effects of plasticizers;
-
delaying (retarding) the set
-
decreasing early strength gain
-
entrain (trap) air in the form
of air bubbles
-
contain impurities affecting
strength of hardened concrete.
Superplasticisers
Also known as high-range water reducers.
Superplasticisers are used to achieve increases
in fluidity and workability greater than those obtainable with plasticizers.
They are manufactured to higher standards of purity – can achieve substantially
higher primary effects without significant undesirable side-effects.
Accelerators
Used to increase the rate of hardening of
cement paste, thus;
-
enhancing early strength gain
-
reducing the curing time for
concrete placed in cold weather
-
reducing setting time
Since accelerators increase rate of setting,
resulting in high rate of heat evolution, they should only be used in cold
weather.
Calcium chloride (CaCl2) was the most
commonly used accelerator as it was effective and readily available. It
accelerates both the initial and final setting of cement. It is no longer
recommended to be used in reinforced concrete (rc) as it lead to corrosion of
embedded steel reinforcement. A number of alternative chloride-free
accelerators are now used based on calcium format, sodium aluminate or
triethanolamine.
Retarders
Retarders delay the setting time of a cement mix. Their uses include;
-
counteracting the accelerating
effect of hot weather
-
controlling the set in large
pours, where concreting may take several hours
-
delaying the set where concrete
has to be transported over long distances
Admixtures based on sugars (sucrose), starches,
citric acid, zinc oxide or boric oxide are used to retard the setting of
cement.
Air entraining agents
Air entraining agents (AEAs), when added,
entrain a controlled quantity of air in the form of microscopic, discontinuous
and uniformly distributed bubbles in the cement paste.
The primary effect of entrained air provides
resistance to frost (freeze-thaw in temperate climate), which will otherwise
lead to progressive deterioration of the concrete (cement).
Air entrainment has 2 important secondary
effects;
-
increase in workability of mix;
the air bubbles act like small ball-bearings
-
increase in porosity results in
drop in strength, but the improvement in workability means the loss can be
partially offset by reducing the water/cement ratio.
Air entrainment can be achieved by adding
vinsol resins, alkylsulfonates and
alkylsulfates.
Damp-proofing admixtures
Damp-proofing admixtures prevent water movement
by capillary action. Technically they should not be called waterproofing
admixtures
_______________________________________________________________________
AGGREGATES
Aggregates are added to cement with water to
form concrete. Usually they occupy about
65-80% of the total concrete volume.
Reasons for using aggregates in concrete;
-
they reduce the costing of concrete
-
they reduce the heat output, hence, reduce thermal stress
-
they reduce shrinkage of
concrete
-
they help to produce a concrete
(when fresh) with satisfactory plastic properties
Desirable properties of aggregates;
-
they must be sufficiently strong
-
clean, free from constituents
which can react harmfully with cement
-
have small or no moisture
movement
-
be well graded
- right shape and texture so as not to adversely affect the properties of fresh and hardened concrete
- right shape and texture so as not to adversely affect the properties of fresh and hardened concrete
-
low thermal conductivity
Strength
Normal concrete strengths are lower than those
of the natural aggregates. Most aggregates are stronger than the concrete
strength designed or specified. In fact, aggregates of moderate and low
strength reduce the stress in the cement paste and increase the durability of
concrete.
Cleanliness
Aggregates should be free from significant
quantities of substances which;
-
are chemically incompatible
with cement, eg sulfates and organic matter
-
reduce bond with aggregate, eg
clay and oil
-
expand, eg bituminous coal,
-
decompose, eg organic matter
-
attract moisture, eg salt
-
cause staining, eg pyrites
Porosity and absorption of water
Aggregates contain pores which can absorb and
hold water. This is acceptable as long as there is no or little moisture
movement.
Before concrete mixing, aggregates can be in
one of the 4 moisture conditions as shown in Fig 16.4;
1. completely dry
2. air dry, pores partially
filled with water
3. saturated with water and
surface dry
4. wet with excess water on
surface
What will happen when
aggregates in the above conditions are mixed in concrete?
Which moisture condition is the
most desirable?

What is grading of an aggregate?
The proportions of the different sizes of
particles, expressed as percentages by
weight passing various sieves.
Aggregates which are retained on a 5mm BS sieve
and bigger are termed coarse aggregates, while those passing 5mm sieve are
termed fine aggregates.
Aggregates are described by their maximum size,
graded down, eg 14mm, 20mm or 40mm.
It is important to use well graded aggregates
in a concrete mix to achieve the following:
-
the various sizes of particles
interlock, leaving the minimum volume of voids to be filled with cement
-
the particles flow together
readily, ie the mix is workable
-
a lower water/cement ratio
resulting in higher strength of hardened
concrete
-
maximum density for good
strength and durability
BS 882: 1992, Specification for Aggregates from natural sources for concrete, British
Standard, gives grading limits for the various particle sizes (see Table
16.1). Aggregates for use in concrete must fall within the limits of the
grading curves for coarse and fine aggregate. Fig 16.2 shows the both coarse and fine aggregates.


The coarse aggregate can be either;
-
single size where nearly all of the
particles are within 2 successive sizes, eg 5-10mm, 10-20mm or 20-40mm
-
graded where the smallest size is 5mm,
e.g. 5-14mm, 5- 20mm or 5-40mm.
The range for fine aggregate is wide. The BS
standard subdivides this into 3 divisions of;
-
fine
-
medium
-
coarse
Sieve analysis does not take into account
particle shape, but this does influence the void content of aggregate. More
rounded particles will pack more efficiently and will therefore have a lower
void content.
Is there an ideal grading which is applicable
to all aggregates?
No, for important work, tests need to be
carried out to determine the grading (for the particular type of aggregate)
which gives maximum workability, economy, density, strength and durability in
the concrete.
As a guide, a ratio of 1 fine aggregate : 1½ to 3 coarse aggregate
is satisfactory.
_______________________________________________________________________
CONCRETE
The
study of concrete concerns with;
-
Properties of fresh concrete
-
Early age properties of
concrete
-
Properties of hardened concrete
-
Concrete mix design
Properties of fresh concrete
Properties of concrete when freshly mixed,
between placing and setting, and during early stages of hydration. These properties have significant effects on
the long term performance of the hardened concrete.
The main properties of interest:
1.
Fluidity – being capable of being handled and of flowing into the formwork
and around reinforcement;
2. Compatibility
– the air entrapped during mixing, transporting and handling should be
capable of being removed;
3.
Stability or cohesiveness – the concrete should remain as a homogeneous uniform
mass.
Properties (1) & (2) – fluidity and compatibility
– are combined into the property called workability.
What is the definition of workability?
‘The property of freshly mixed concrete or
mortar which determines the ease and homogeneity with which it can be mixed,
transported, placed, compacted and finished’
In general, higher workability concretes are
easier to mix, transport (especially, place and compact. Higher workability of
concrete can be achieved by one or a combination of the following:
1. Use of a well graded aggregate.
2. Use of smooth and well rounded, rather than
irregularly shaped aggregate.
3. Use of air-entraining admixtures.
4. Use of plasticizers and superplasticisers.
5. Higher water/cement ratio.
The undesirable side-effects from the use of
some of the above methods;
-
Use of smooth and well rounded
aggregate lead to lower strength, but this can be offset by lower water/cement
ratio.
-
Higher porosity arising from
the use of air-entraining admixtures results in lower strength. However, this
loss is partially offset by the gain in strength by lower water/cement ratio.
-
Use of higher water/cement
ratio is the simplest way to achieve higher workability but there is the risk
of segregation of aggregate which results in lower strength.
Workability Tests
The most common tests are;
1. Slump test (see Fig 17.2)

The video above shows the process of slump test
2. Compacting factor test (see Fig 17.3)

Procedure to determine workability of fresh concrete by compacting factor test.
i) The sample of concrete is placed in the upper hopper up to the brim.
ii) The trap-door is opened so that the concrete falls into the lower hopper.
iii) The trap-door of the lower hopper is opened and the concrete is allowed to fall into the cylinder.
iv) The excess concrete remaining above the top level of the cylinder is then cut off with the help of plane blades.
v) The concrete in the cylinder is weighed. This is known as weight of partially compacted concrete.
vi) The cylinder is filled with a fresh sample of concrete and vibrated to obtain full compaction. The concrete in the cylinder is weighed again. This weight is known as the weight of fully compacted concrete.
ii) The trap-door is opened so that the concrete falls into the lower hopper.
iii) The trap-door of the lower hopper is opened and the concrete is allowed to fall into the cylinder.
iv) The excess concrete remaining above the top level of the cylinder is then cut off with the help of plane blades.
v) The concrete in the cylinder is weighed. This is known as weight of partially compacted concrete.
vi) The cylinder is filled with a fresh sample of concrete and vibrated to obtain full compaction. The concrete in the cylinder is weighed again. This weight is known as the weight of fully compacted concrete.
3. Vebe test

4. Flow table test (see Fig 3.4 – fig 17.5)

4 inter-related phenomena are important during
the period after placing and setting of concrete;
- bleeding
- segregation
- plastic movement
- plastic shrinkage
Segregation and bleeding
Segregation – the denser constituents, larger
aggregate and cement particles falling to the lower part of the pour.
Bleeding
– upward displacement of water after placing, appearing as a layer of water on
the top
surface of concrete.
Problem associated with segregation;
-
the upper part of the placed
concrete will have more fines, resulting in the upper part of the hardened concrete being
weaker than the lower part (see Fig 18.2)
-

Problems associated with bleeding;
-
the layer of water at the top
either evaporates or is re-absorbed into the concrete with hydration, resulting
in a net reduction of the original concrete volume.
-
The cement paste just below the
surface of the placed concrete becomes water rich and therefore hydrates to a
weak layer.
-
The upward migrating water can
be trapped under aggregate particles, causing local weakening of the zone
between the cement paste and aggregate, resulting in overall loss of concrete
strength.
Plastic
movement/settlement
Movement increases with the
richness of a mix and with higher water/cement ratio. Greater movement in the
fresh concrete occurs near the surface of a pour. If there is any local
restraint to this movement (e.g. presence of horizontal reinforcing bars, then
plastic settlement cracking can occur. This appear as vertical cracks form
along the line of the bars (see Fig 18.3)

This is due to quick loss of
water from the surface of concrete while the concrete is still plastic. The
restraint of the lower mass of concrete on the shrinkage at the surface cause
tensile strains to be set up in the surface region, resulting in plastic
shrinkage cracking (see Fig 3.7 – fig 18.3). Tendency to plastic shrinkage
cracking will be encouraged by greater evaporation rates of surface water due
to;
-
higher concrete temperatures
-
higher ambient temperatures
-
concrete being exposed to wind
Curing
What is curing?
The protection of concrete from moisture
loss after placing and for the first few
days of hardening.
Purpose of curing?
-
Reduce or eliminate plastic
shrinkage cracking
-
Ensure adequate supply of water
for continued hydration and strength gain.
Curing methods
o
Spraying or ponding surface of
concrete with water.
o
Protecting exposed surfaces
from wind and sun by windbreaks and sunshades
o
Covering surface with wet
Hessian or polythene sheets
o
Applying a curing membrane;
spray applied resin seal, to exposed surface of concrete
Properties of Hardened Concrete
The
properties of hardened concrete that are of
interests are:
-
permeability
-
frost resistance
-
resistance to abrasion
-
strength
Among
the above properties, strength is the most important single property, since the
first (and most important) consideration in structural design is that the
structural members must be capable of carrying the imposed loads.
Permeability
Concrete
which is made with low water/cement ratio and well-compacted has good
resistance to the absorption of water, i.e. low permeability. A concrete that
is low in permeability has high durability.
Frost resistance
Concrete
can be damaged by expansion of ice crystals (in cold weather) form in capillary
pores or cracks. Air-entrainment admixtures form discontinuous minute bubbles
which improve resistance to frost.
Resistance to abrasion
Depends
upon the hardness of the aggregate particles and the ability of the mortar
matrix to retain them (i.e. minimal bleeding).
Strength of hardened concrete
As
mentioned earlier, strength is the most important single property. Strength of
concrete can be compressive or tensile.
Cracking (failure) pattern
in normal strength concrete (see Fig 20.5)
Necessary to understand the
cracking pattern
Factors influencing
strength of concrete
What
are the factors influencing strength of concrete?
-
Water/cement ratio
-
Effect of age
-
Temperature during hydration
-
Humidity during curing
-
Aggregate properties
Water/cement ratio
For
a fully compacted concrete, the
strength of concrete is inversely related to the water/cement ratio (see Fig
20.7).

Limitations
of the above relationship;
-
at low water/cement ratio, the concrete
becomes less workable and increasingly more difficult to compact
-
the difficulty in compacting
leads to increasing air being entrapped in concrete
-
the entrapped air will reduce
the concrete strength; each 1 % of entrapped air by volume will reduce the
strength by 6% (see Fig 3.8 – shown by dashed lines)
How
can the difficulty in compaction and poor workability be overcome, without
increasing the water/cement?
-
use of more efficient method,
-
use of plasticizers or super
plasticizers
-
Use of a well-graded aggregate
-
Use of air-entraining admixture
Effect of age
The
degree of hydration increases with age; the older the concrete (in the presence
of moisture) the greater the strength . The strength at 28 days is often used
to characterize the concrete for specification and compliance purposes.
However,
it is important to note that the rate of gain of strength varies with;
-
water/cement ratio
-
rate of hydration
-
cement fineness
Humidity
For
adequate curing (strength gain) it is necessary to have a humid environment.
Concrete cured with the presence of water will achieve greater strength than if
cured in air for some or all its life
Aggregate properties
For
normal concrete, the strength of the cement paste/aggregate bond (transition
zone) has the dominant effect on strength of concrete. This bond is influenced by;
-
aggregate mineralogy
-
aggregate surface
Increase
surface roughness can improve the bond, due to greater mechanical interlocking.
Therefore concretes made with crushed rocks are typically 15% stronger than
those made with uncrushed gravels (provided all other mix proportions are the
same).The use of larger maximum aggregate size reduces the concrete strength
due to lower overall surface area with a weaker transition zone (bond).
Strength tests
Types
of strength properties in hardened concrete;
-
compressive
-
tensile
-
torsional
-
fatigue
-
impact strength
-
multiracial loading
Different
test methods/techniques are used in different countries. Two main objectives of
strength testing are;
1.
Quality control
2.
Compliance with specifications.
Tests
can be:
-
mechanical tests to destruction
-
Non-destructive tests, which
allow repeated testing of the same specimens and thus make possible a study of
the change of properties of the concrete with time.
Compressive strength tests
Is
the most common tests on hardened concrete. 2 types of compression test
specimens are used;
-
cubes; used in Great Britain,
Germany and many countries in Europe,
-
cylinders; used in the US,
France, Canada, Australia and New Zealand
Cube test
 |
| the upper cube will be success cube, but the cube below... failure!!! |
The
specimens are cast in steel or cast-iron moulds, usually of 150mm cubes.


The
procedure for preparation of cubes;
1. Fill the mould in 3 layers; each
layer of concrete to be compacted by a vibrating hammer, vibrating table or by
a 25mm ramming rod with no fewer than 35 strokes,
2.
Trowel smooth’s the top surface of the cube,
3.
Store the cube undisturbed for 24±4 hours,
4.
At the end of the period, the mould is stripped and the cube is further
cured in water.
Specimens are usually tested for 7,
14 and 28-day strengths.
Testing procedure;
1.
The cube is taken out from the curing tank and allows drying for 30
minutes,
2.
It is then placed with the cast faces in contact with the platens of the
testing machine,
3.
The load on the cube is applied at a constant rate of stress of 0.2-0.4
MPa/sec, until failure of cube.
Cylinder test
The
standard cylinder is 150mm diameter x 300mm high. Cylinders are cast in moulds
generally of steel or cast-iron. Making and testing of cylinders are similar to
those for cubes, with the difference that treatment need to be made to the
trowelled end of the cylinder to ensure that the surface will be in good
contact with the platen of the testing machine. This is to ensure even
distribution of the load over the surface area. Treatment is usually done by
capping, with a suitable material like high-strength gypsum plaster or high
early strength cement paste.
Standard
cylinders have height/diameter (h/d) ratio of 2, but sometimes specimens could
be of other ratios, particularly the case where samples are cored from in situ
concrete, where the height of the core varies with the thickness of the slab or
concrete member. With cylinders where the h/d ratio is less than 2, it is
necessary to determine the strength of the concrete by multiplying the test
readings with the correction factors ( see Table 12.1).

As
a rule of thumb, cube strength is generally 25% higher than cylinder strength.
Tensile strength tests
Direct testing of concrete in
uniaxial tension (Fig20.3a) is difficult;
Reasons:
-
relatively large sections are
required to be representative of the concrete
-
concrete is brittle, therefore
making it difficult to grip and align

Fig 20.3a 1
For the above reasons, tensile strength testing of concrete is done by indirect tests;
- Splitting test
- Flexural test
Splitting test
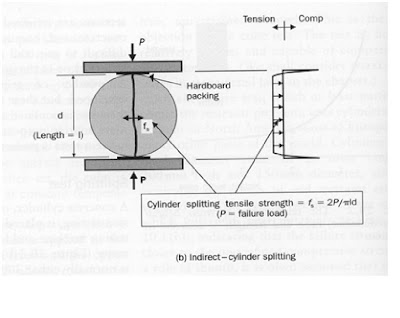 Fig 20.3b
Fig 20.3b
Splitting test
A concrete cylinder of normally 300 or 200mm long by 150mm or 100mm diameter, is placed on its side in a compression testing machine and loaded across its vertical diameter (see Fig 20.3b). Load (P) is then applied on the specimen until failure occurs by a split or crack along the vertical plane. The cylinder splitting strength is given by;
ƒs = 2P/πld (see Fig 20.3b)
However it should be noted that ƒs is higher than the uniaxial tensile strength.

The video above shows splitting tensile strength test for concrete
Flexural test
A rectangle length of concrete of x-section usually 100 or 150mm is simply supported over a span L (usually 400 or 600mm). Load is applied at the third points (see Fig20.3c) and failure occurs when a flexural tensile crack at the bottom of the beam propagates upwards through the beam. Maximum tensile stress, ƒb (known as modulus of rupture) is calculated as;
ƒb = PL/bd2
The modulus of rupture is greater than the uniaxial tensile strength. See Fig 3.11 – fig 20.4 for a comparison of the direct and indirect tensile strength measurements.

The video above shows flexural strength test for concrete
Non-destructive testing of hardened concrete
Non-destructive
(or sometimes known as in situ) testing is used for 2 main purposes;
·
in laboratory studies, where it
is useful for repeated testing of the same specimen to determine the change of
properties over time
·
to assess the properties of
concrete in an existing structure, e.g. uniformity of concrete or after damage
by fire or when a change in use is proposed.
It
is important to note that a single non-destructive test rarely gives a single
definitive answer, and engineering judgment is required in interpreting the
results.
Limitations
to non-destructive tests;
Rebound (Schmidt) hammer test
This
is a simple apparatus contained in a hand-held cylindrical tube (see Fig 3.12 –
fig 22.1), and consists of a spring-loaded mass which is fired with a constant
energy against a plunger held against the concrete surface. Procedure in
testing;
·
the surface to be tested first need to be
smoothened by polishing
·
the plunger is pressed (at right
angle) against the concrete face
·
the spring is released by
pressing the release button
·
the rebound number on the scale is recorded

A
higher rebound number indicates a harder surface. However, there is
considerable local variation due to the presence of coarse aggregate particles
or voids just below the surface. Therefore, a number of readings (usually 10
over an area of 150mm dia.) must be taken and averaged.
The
test does not give a direct measure of the strength of the concrete being
tested. Instead indication of the strength is provided by the correlation chart
between rebound number and compressive cube strength (see Fig 22.2). This
correlation depends on;
·
the aggregate type used in the
concrete;
·
moisture condition of the surface.

This
is a versatile and popular test for both in situ and laboratory use. It
involves measuring the time taken for an ultrasonic pulse to travel through a
known distance in concrete. The ultrasonic pulse is generated by a
piezo-electric crystal housed inside a transducer which is then detected by a
second similar transducer. The
instrumentation measures and displays the time taken for the pulse to travel
between the transducers.

Like
rebound hammer test, upv test does not directly measure the strength of the
concrete. Upv can be correlated empirically to strength, and this correlation
only gives an indication of the actual strength of the concrete being tested
(see Fig 22.6). Upv test, like the rebound hammer test, is limited by;
·
the constituent materials
·
moisture conditions
The
velocity through a harder material is higher than that through a softer
material. Hence, in in-situ testing, it is very important to ensure that
measurements are taken where there is no presence of steel bar in the path of
the pulse, which would otherwise result in a falsely low transit time.
Other non-destructive tests; like resonant frequency test, pull-off test, pull-out, penetration test, etc.
Other non-destructive tests; like resonant frequency test, pull-off test, pull-out, penetration test, etc.






1 comments:
Whether the building material used is concrete or if it is cultured stone, these professionals Nassau County Paving Stone Contractors have right expertise and equipments to do the work.
Post a Comment